Классификация и применение уровней чистоты очищаемых труб и фитингов
2025-10-17
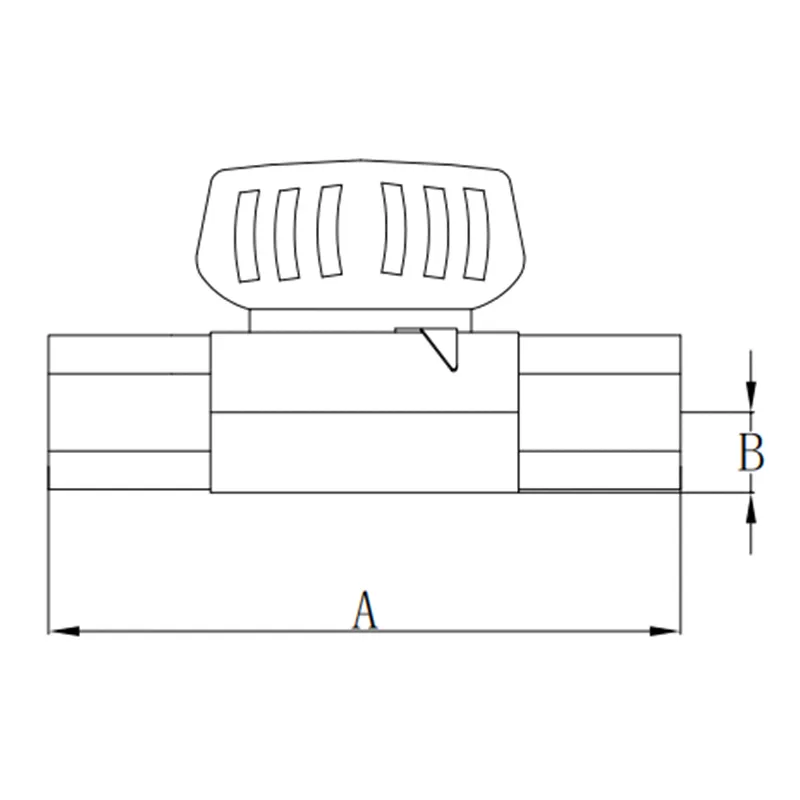
В современную эпоху стремительного технологического развития многие отрасли промышленности предъявляют все более жесткие требования к чистоте производственной среды и высокой степени очистки подаваемых жидкостей.Наличие чистой трубопроводной арматуры гарантирует, что высококачественные материалы будут транспортироваться по различным технологическим линиям от источника к источнику. Чтобы гарантировать отсутствие помех и загрязнения в процессе транспортировки, чистота трубопроводной арматуры особенно важна.Уровни чистоты чистых трубопроводных фитингов - это уровень AP, уровень BA и уровень EP. Они в основном используются в полупроводниковой, фармацевтической, пищевой и других отраслях промышленности с чрезвычайно высокими требованиями к чистоте. Классификация основана на технологии обработки поверхности, шероховатости поверхности, показателе чистоты, требованиях к материалам и других параметрах.Ниже приводится конкретная основа разделения и сравнение параметров:
Ⅰ.Базовое определение и сценарии применения уровня
1.AP(Механическая полировка)
Определение: Внутренняя поверхность трубы полируется механическим шлифованием для достижения определенного результата.
Применение: Он подходит для ситуаций с низкими требованиями к чистоте, таких как обычные чистые цеха и некоторые предприятия пищевой промышленности.
2.BA(Яркий отжиг)
Определение: После сварки трубопровода его осветляют и отжигают, а затем пассивируют, и качество поверхности становится выше, чем у AP.
Применение: Он подходит для применений со средними требованиями к чистоте, таких как фармацевтика и биоинженерия.
3.EP(Электрополировка)
Определение: Поверхностные загрязнения удаляются в процессе электролиза с образованием однородной пассивирующей пленки высочайшей чистоты.
Области применения: производство полупроводников, доставка жидких лекарственных препаратов высокой чистоты, системы подачи сверхчистой воды для электроники и другие сложные ситуации.
Ⅱ.Подробное описание ключевых параметров
Шероховатость поверхности (значение Ra)
Значение Ra является основным показателем классификации, который непосредственно влияет на адгезионную способность загрязняющих веществ:
Уровень защиты: Царапины обрабатываются механической полировкой, а значение Ra составляет менее 100 мкм (2,5мкм).;
Класс BA: обработка отжигом уменьшает дефекты поверхности и улучшает качество отделки, а значение Ra составляет менее 20uin (0,5мкм).;
Класс EP: Электролитическая полировка равномерно растворяет поверхность в результате электрохимической реакции, что позволяет добиться зеркального эффекта и эффективно уменьшить адсорбцию частиц. Значение Ra составляет менее 10uin (0,25 мкм).
Различия в технологии обработки поверхности
Пассивация при травлении (AP): После пассивации и травления он обладает относительно хорошей коррозионной стойкостью и устойчивостью к высоким температурам. Он подходит для некоторых случаев, когда требования к материалам трубопровода невелики.;
Блестящий отжиг (BA): Отжиг под защитой водорода или азота для устранения сварочных напряжений и уменьшения окисления, а поверхность металла полируется по принципу электрохимического растворения анода.;
Электролитическая полировка (ЭП): Выступающие части растворяются электролитом, образуя однородную пассивирующую пленку, при этом удаляются металлические примеси.
Показатели контроля за загрязнителями
Количество частиц:Используя лазерный счетчик частиц, можно осуществлять чрезвычайно строгий контроль субмикронных частиц на уровне EP.
TOC (общий органический углерод):Наличие органических остатков на поверхности необходимо контролировать с помощью кислотно-щелочной очистки и промывки сверхчистой водой;
Ион металла:Например, ионы железа и никеля могут влиять на чистоту жидкости или на процесс изготовления полупроводников, и уровень EP эффективно удаляется с помощью электролитической полировки.
Требования к материалам и сварке
Материалом обычно является нержавеющая сталь SUS304/ SUS316/SUS316L, и различные марки предъявляют разные требования к чистоте материала.;
Чтобы уменьшить количество ошибок, допускаемых вручную, при сварке требуется автоматическая направляющая сварка, а сварные швы, соответствующие стандарту EP, должны быть отполированы электролитом для устранения сварочных образований и оксидной корки.
Ⅲ.Ссылка на отраслевые стандарты и спецификации
Полупроводниковая промышленность:Стандарт SEMI устанавливает четкие ограничения на содержание частиц и ионов металлов в трубопроводах класса EP;
Фармацевтическая промышленность:Стандарт ASME BPE устанавливает, что уровень BA подходит для систем очистки воды, а уровень EP подходит для систем подачи воды впрыском.;
Резюме: Основная логика иерархического разделения
Основное различие между марками AP, BA и EP заключается в прогрессивном соотношении между "чистотой поверхности → адгезией к загрязнителям → чистотой системы".:
Уровень AP: удовлетворение основных потребностей в чистоте и низкая стоимость;
Уровень BA: сбалансируйте чистоту и стоимость за счет отжига и пассивации;
Уровень защиты: Электролитическая полировка используется для достижения идеального состояния поверхности.
При практическом применении необходимо выбирать соответствующий сорт в соответствии с чистотой среды и стандартами производственного процесса, а соответствие требованиям должно быть проверено с помощью строгих испытаний (таких как подсчет частиц и анализ TOC).
")